レーザーカッターのMDF設定|プリセットに無い4mm厚を実際に切れた数値で公開【xTool P2S】
結論:4mmのMDFは「電力90%・速度7mm/s・1回」で一発で切れた
レーザーカッターでMDFを切ろうとして、こう困ったことはありませんか。
「持っている板の厚みが、ソフトのプリセットに無いんだけど…」
わたしもそうでした。使っているxTool P2S(55W CO2レーザー)のソフトには、MDFの設定が3mmと6mmしか用意されていません。でも手元にあるのは4mm。
そこで自分で設定を決めて切ってみたところ——
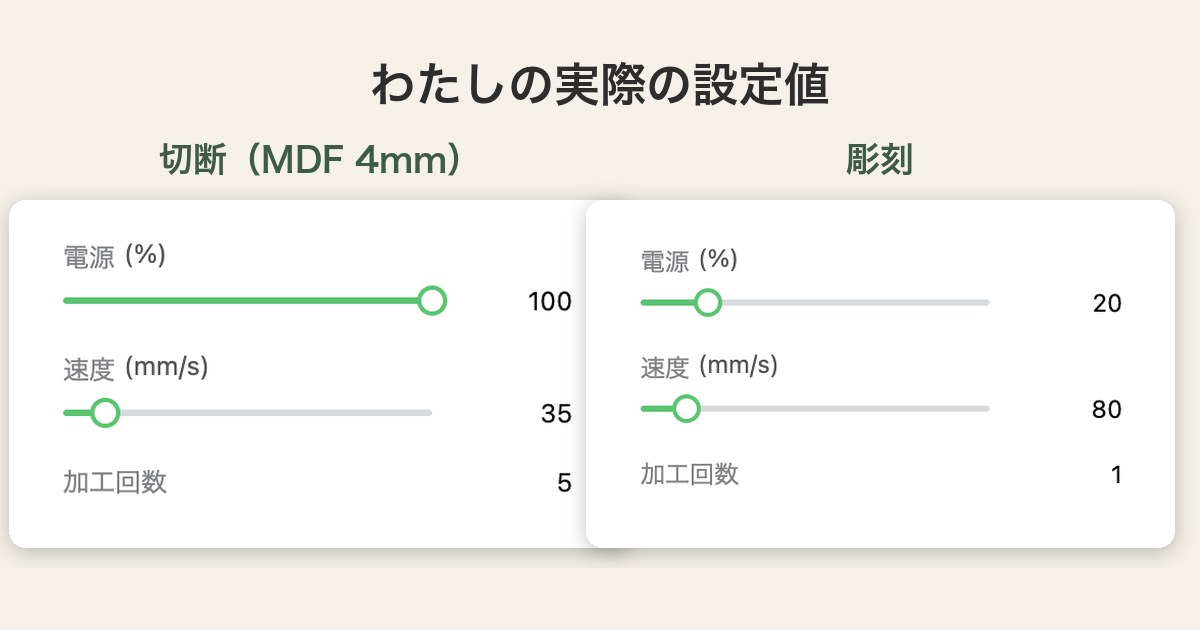
電力90%・速度7mm/s・1回で、4mmのMDFが一発で切れました。
この記事では、その数値をどう決めたのか(考え方)と、実際の結果を、画面の写真つきで全部公開します。焦げ・煙・彫刻の失敗も正直に書きます。
なぜ4mmのMDFは「設定が無い」のか
xTool Studio には素材ごとのプリセット(おすすめ設定)が入っていて、選ぶだけで電力・速度が決まります。とても便利な機能です。
ただ、用意されているのはメーカーが売っている板のサイズが中心。MDFの場合は 3mm と 6mm の2つでした。
ホームセンターや通販で買った板だと、**4mm・5mmといった「あいだの厚み」**はよくあります。ここでプリセットが尽きるわけです。
MDFは木の繊維を固めて作った板で、レーザーとの相性はとても良い素材です。安くてまっすぐで、練習にも本番にも使いやすい。だからこそ「厚みが合わない」で止まってしまうのはもったいないところです。
手がかりは、前後の厚みのプリセット
そこでまず、3mmと6mmのプリセットの数値を見に行きました。ここが出発点です。
3mm MDF のプリセット
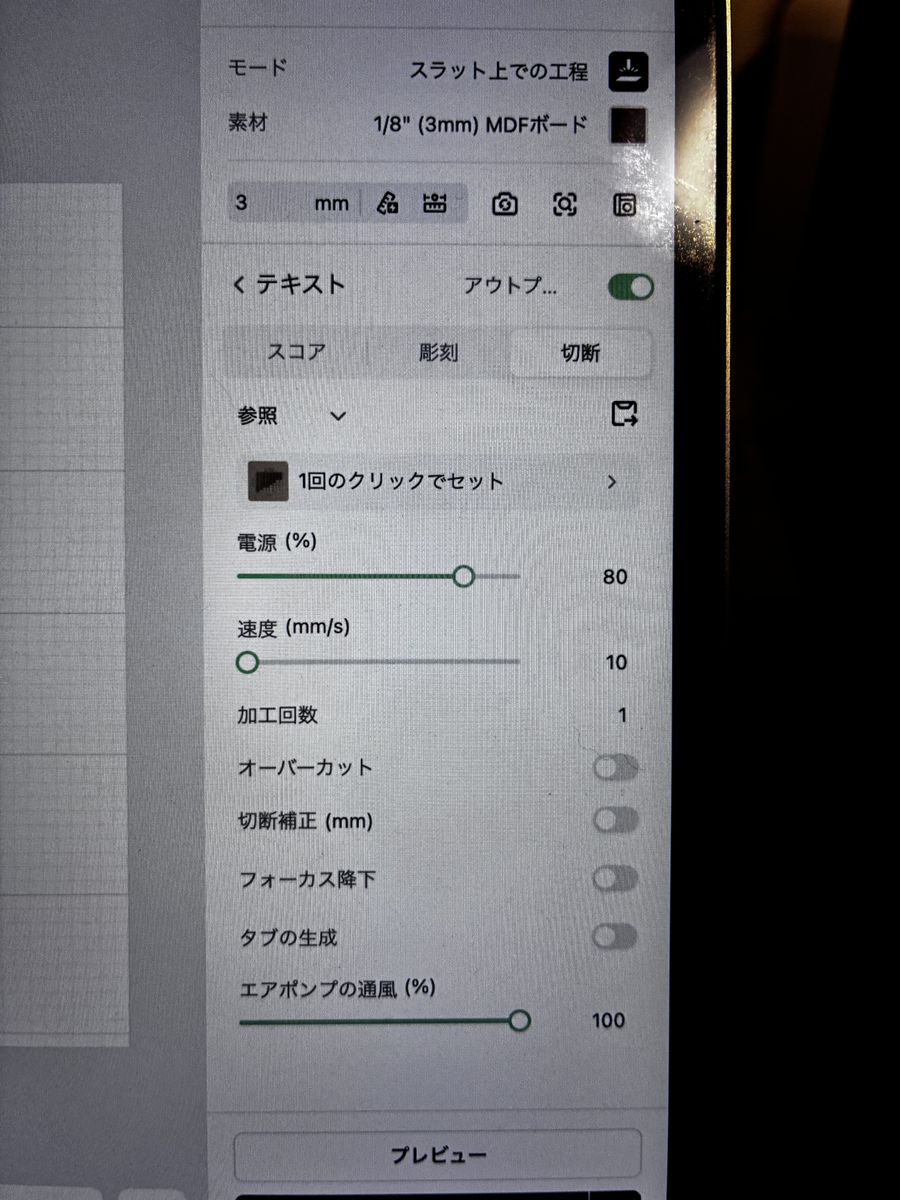
- 切断:電力 80% / 速度 10mm/s / 1回
6mm MDF のプリセット
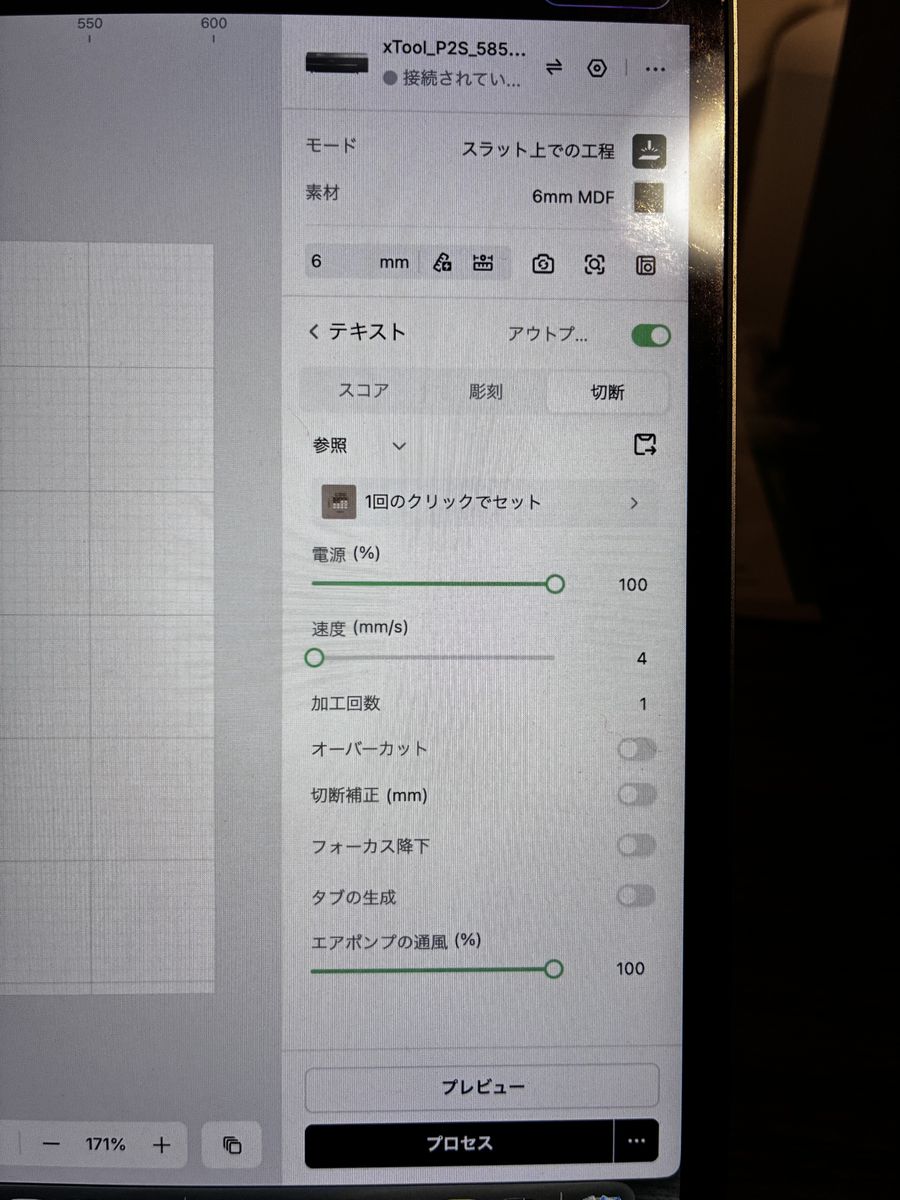
- 切断:電力 100% / 速度 4mm/s / 1回
並べると、法則が見えてきます。
- 厚くなるほど → 電力は上げる(80% → 100%)
- 厚くなるほど → 速度は落とす(10mm/s → 4mm/s)
厚い板ほど「強く・ゆっくり」。これがレーザーで木を切るときの基本の考え方です。
4mmは「3mmと6mmの真ん中」を取った
法則が分かれば、あとは間を取るだけです。4mmは3mmと6mmのあいだ(やや3mm寄り)なので、こう決めました。
| 電力 | 速度 | 回数 | |
|---|---|---|---|
| 3mm(プリセット) | 80% | 10mm/s | 1回 |
| 4mm(自分で設定) | 90% | 7mm/s | 1回 |
| 6mm(プリセット) | 100% | 4mm/s | 1回 |
電力は 80→100 の真ん中で 90%、速度は 10→4 の真ん中で 7mm/s。ただそれだけです。
ソフトでは「不明な材料」を選ぶ
ここが実際の手順です。プリセットに無い板なので、素材の選択では「不明な材料」を選びました。
すると、xTool P2Sは板の厚みを自動で測ってくれます。今回の表示は——
4.47mm。「4mm」として買った板の実寸は、4.47mmでした。
そのうえで、電力と速度は「ユーザー定義」として、さきほどの90% / 7mm/sを自分で入力しました。
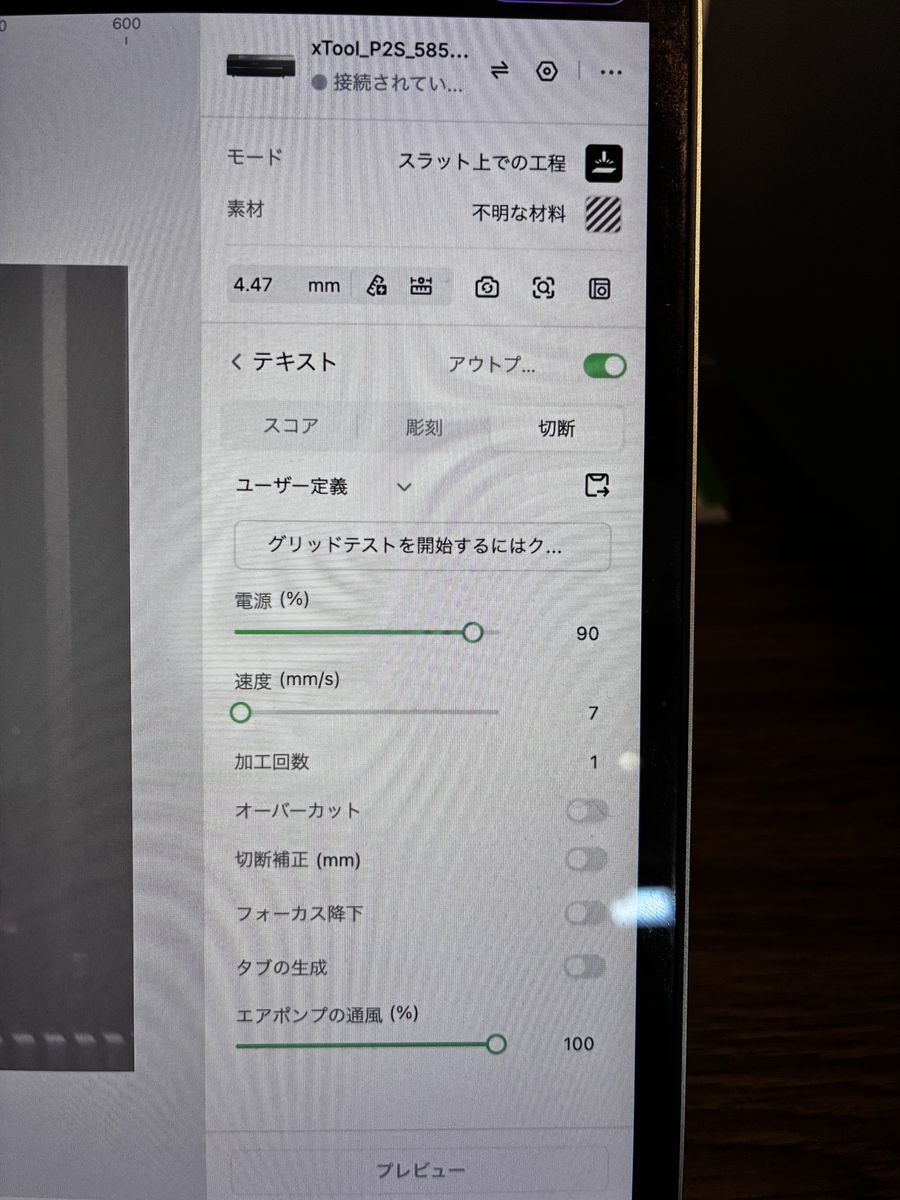
- 素材:不明な材料(プリセットは使わない)
- 厚み:4.47mm(機械が自動計測)
- 切断:電力90% / 速度7mm/s / 1回(ユーザー定義)
「不明な材料」は、投げやりな選択肢ではありません。プリセットに無い板を使うときの、これが正しい入口です。厚みを機械が測ってくれるので、焦点はきちんと合った状態で加工できます。あとは電力と速度だけを自分で決めればいい、というわけです。
ちなみに「4mm」と書かれた板が実測4.47mmだったように、木の板は表示と実寸が微妙に違います。自動計測してくれるのは地味にありがたいところです。
迷ったら「近いほうの厚みに寄せる」のも手です。今回の板は3mm寄りなので、もう少し弱くしても切れたかもしれません(実際、次は電力85%も試してみるつもりです)。
加工中:しっかり見守る
設定ができたら加工スタート。木は燃える素材なので、動いている間はそばで見ています。
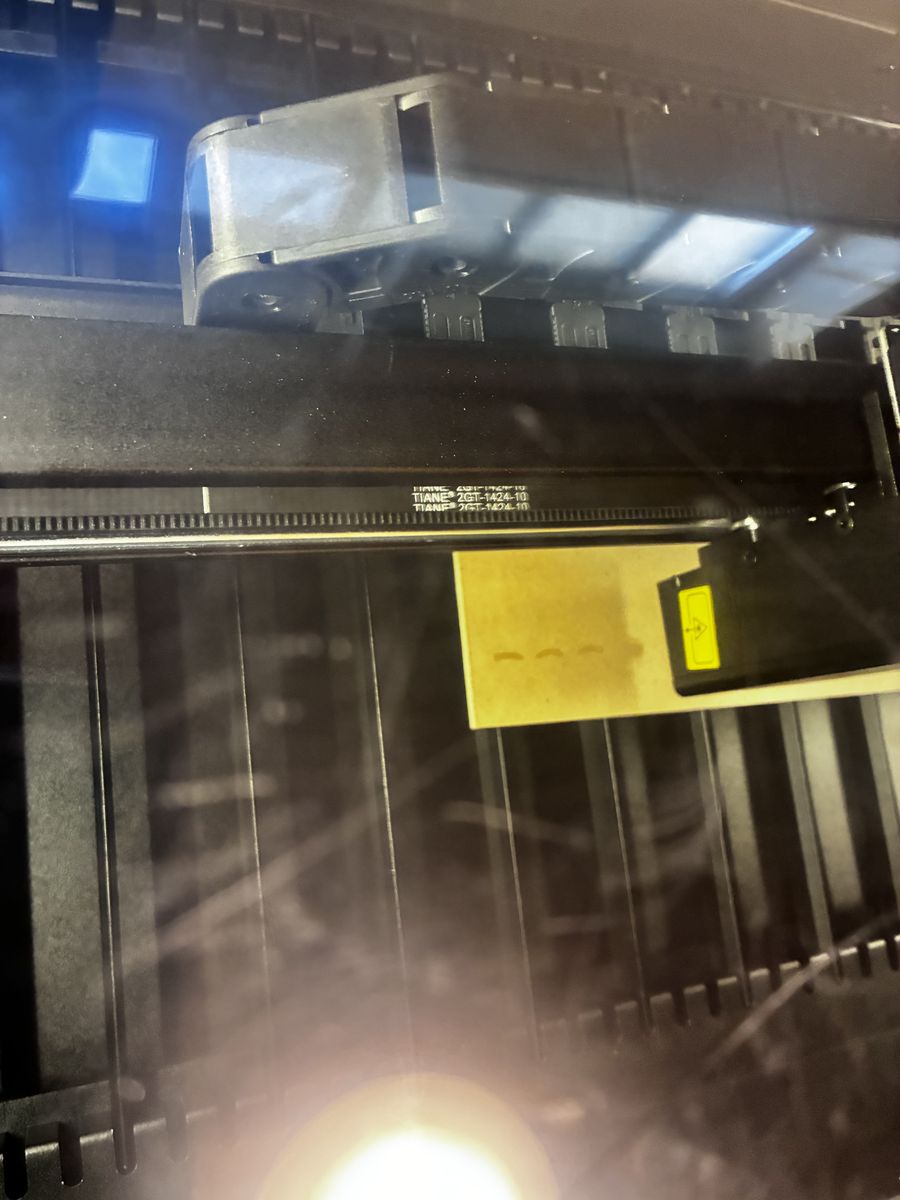
木材の切断は特に火が出やすい加工です。メーカーも「加工中はそばを離れない・しっかり換気する・消火器を用意しておく」ことを案内しています。とくに電力を上げて低速で切るときは、必ず見守ってください。
結果:一発で切れて、切断面もきれいだった
結果はこのとおりです。

- 一発で切れました(2回目の加工は不要)
- 切断面はきれい。ざらつきや切り残しはありません
- 表面は思っていたよりずっと綺麗でした
正直に言うと、木を切ると「焦げだらけになるのでは」と身構えていたのですが、想像よりかなり良い仕上がりでした。
切断面を横から寄って撮ると、こうなっています。
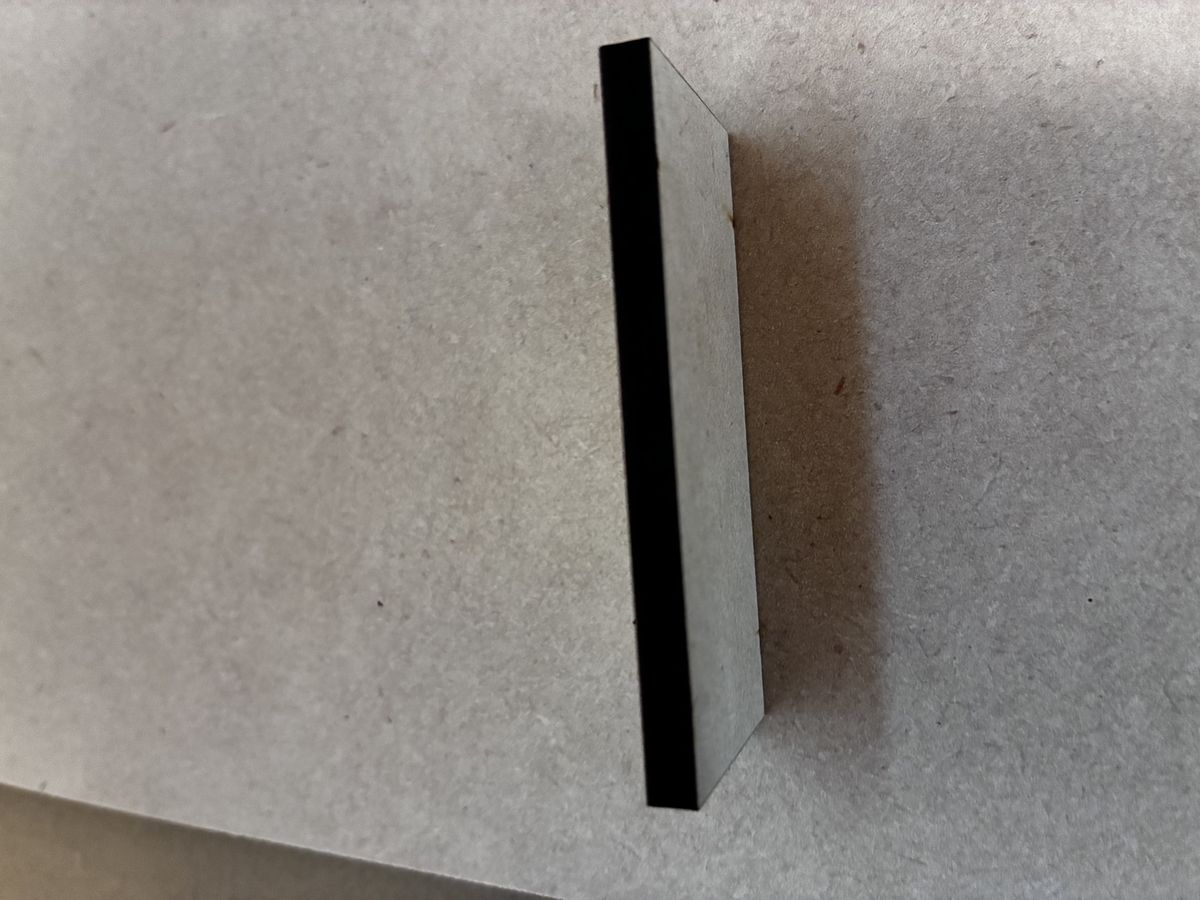
**まっすぐで、ガタつきはありません。**ただし見てのとおり、今回の設定では断面が黒く炭化しました。どの程度黒くなるかは、設定(電力・速度)や板の材質によって変わります。いずれにせよ「きれい=白いまま」ではなく「きれい=まっすぐで均一」という意味だと思ってください。
焦げと煙の、正直な話
- 焦げ:裏面にわずかにありました。ただしこれは想像どおりで、気になるレベルではありません。表面はきれいです
- 切断面:上の写真のとおり、まっすぐですが黒くなります
- 煙・におい:今回の排気環境(ダクトを窓の外へ出した状態)では、室内にこもるにおいは気になりませんでした
誤解のないように書いておくと、煙そのものは出ます(加工中の写真にも写っています)。出た煙をダクトでそのまま外へ逃がしていたので、室内で気にならなかった、という話です。逆に言うと、屋外排気など、煙を適切に処理できる排気環境を用意してください。
においや煙の感じ方は、部屋の広さ・排気の作り方で大きく変わります。わたしの「気にならなかった」をそのまま当てにせず、ご自身の環境で必ず換気を確保してください。また、成分の分からない板(塗装済み・接着剤や素材が不明なもの)はレーザーにかけないこと。有害なガスが出ることがあります。加工中はそばを離れないのも変わらず大切です。
焦げをできるだけ抑えたい方は、レーザー彫刻の焦げ対策・マスキングの記事もあわせてどうぞ。
失敗:彫刻が薄すぎた(原因は「彫刻密度」)
うまくいった話ばかりでは不公平なので、失敗も書きます。
切断と一緒に「P2S」の文字を彫刻したのですが、仕上がりが思ったより薄かったのです。カバー写真の文字が、うっすら茶色いのが分かるでしょうか。
原因は設定を見て分かりました。
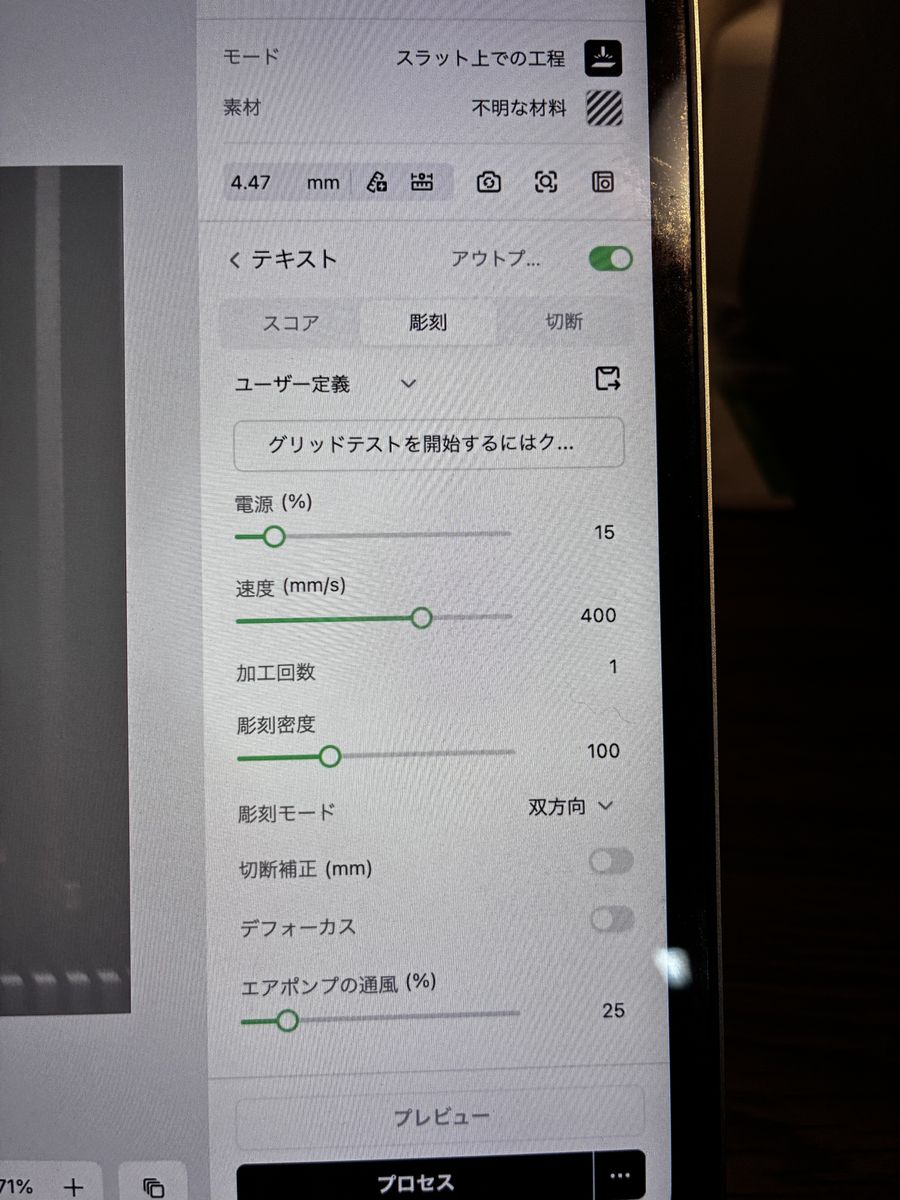
- 彫刻:電力 15% / 速度 400mm/s / 彫刻密度 100(切断と同じく「不明な材料」+ユーザー定義)
彫刻密度が100でした。以前アクリルを彫ったときは密度200で、くっきり出ていたので、ここが効いていそうです。
彫刻が薄いときに効きそうなのは「密度を上げる・電力を上げる・速度を落とす」の3方向です。
ただし——ここから先はまだ試していない仮説です。推奨値ではありません。次にこの順で検証してみるつもりです。
- まず彫刻密度だけを 100 → 200 に上げる(アクリルで濃く出た値。これが本命だと思っています)
- それでも薄ければ、電力を 15% → 30% に上げる
- それでも薄ければ、速度を 400 → 200mm/s に落とす
変えるのは一度に1項目だけにするのがコツです。密度も電力も速度も同時に変えてしまうと、うまくいっても失敗しても「何が効いたのか」が分からなくなります。遠回りに見えて、1つずつ動かすのが結局いちばん早いです。
検証したら、結果をこの記事に追記します。
まとめ:プリセットが無くても、間を取れば切れる
今回わかったことを整理します。
| 項目 | 結果 |
|---|---|
| 素材 | 4mm MDF(プリセット無し/実測4.47mm) |
| ソフトの設定 | 素材は「不明な材料」を選択。厚みは自動計測 |
| 決め方 | 3mm(80%/10mm/s) と 6mm(100%/4mm/s) の中間を出発点に |
| 切断設定 | 電力90% / 速度7mm/s / 1回(ユーザー定義) |
| 切断結果 | 一発で切れた。断面はまっすぐ(ただし黒く炭化する) |
| 焦げ | 裏面にわずか(想像どおり・実用範囲) |
| 煙・におい | 煙は出る。ダクトを外に出していたので室内のにおいは気にならず |
| 彫刻 | 15%/400mm/s/密度100 は薄すぎた(次は密度から1つずつ検証) |
今回の板では、前後のプリセットを「試作の出発点」にしたことで、うまく切れました。
ただし、これが毎回そのまま通用するとは限りません。MDFは同じ厚みでも、板の密度・使われている接着剤・反りによって切れ方が変わります。だから出発点はあくまで出発点で、端材で1回確かめてから本番へというのが結論です。
そしてもうひとつ大事なこと。ここに書いた数値は「xTool P2S(55W CO2レーザー)で、今回の4mm MDFを切ったとき」の実測値です。機種・出力・素材が変われば、数値はそのまま使えません。
共通して使えるのは数値ではなく、「小さく試して、1項目ずつ詰めていく」という進め方のほうだと思っています。
RELATED
あわせて読みたい

※ 当ブログには Amazon アソシエイト・楽天アフィリエイト等の広告リンクを含む記事があります。リンク経由で商品が購入された場合、運営者が報酬を得ることがあります。